Wärmenetze: Hydraulische Auslegung und Druckverluste
Die Bedeutung des optimalen Querschnitts lässt sich in folgendem Beispiel darstellen:
Ein zu kleiner Querschnitt führt zu hohen Rohrreibungsverlusten und damit zu einer erhöhten Pumpenleistung. Der Energieverbrauch der Pumpe steigt, was sich negativ auf die Gesamtbilanz und die Jahresarbeitszahl des Gesamtsystems auswirkt. Ein zu groß dimensionierter Querschnitt der Ringleitung führt hingegen zu einem erhöhten Materialbedarf und somit höheren Investitionskosten.
Benötigter Rohrdurchmesser
In einer ersten Annäherung kann der notwendige Rohrquerschnitt zur Beförderung einer bestimmten Durchflussmenge mit Hilfe der folgenden Formel ermittelt werden:

v = Fließgeschwindigkeit in m/s
di = Rohrinnendurchmesser in mm
Q1 = Durchflussmenge in m3/h
Q2 = Durchflussmenge in l/s
18,8 = Umrechnungsfaktor für Einheiten Q1 in m3/h
35,7 = Umrechnungsfaktor für Einheiten Q2 in l/s
Die Fließgeschwindigkeit ist entsprechend dem vorgesehenen Zweck der Rohrleitung zu schätzen. Als Richtwert für die Fließgeschwindigkeit gelten die nachstehenden Angaben:
- v = 0,5 bis 1,0 m/s für die Saugseite
- v = 1,0 bis 3,0 m/s für die Druckseite
Bei dem auf diese Weise ermittelten Rohrdurchmesser sind die hydraulischen Verluste noch nicht enthalten. Sie müssen gesondert berechnet werden. Kalte Nahwärmenetze weisen aufgrund der geringeren Temperaturspreizung meist größere Rohrdurchmesser auf als herkömmliche Nahwärmenetze.
Systemlösungen: Material für kalte Nahwärmenetze
Werkstoff Polyethylen (PE)
Aufgrund der beschriebenen Eigenschaften der kalten Netze kommen größtenteils Rohrleitungswerkstoffe aus Polyethylen zum Einsatz. Daher zunächst einige Informationen zu den technischen Eigenschaften dieses Werkstoffs (Tabelle 1).
Die größte Verbreitung im Rohrleitungsbau hat PE beim Bau von erdverlegten Gas- und Wasserleitungen. In diesem Anwendungsbereich ist Polyethylen in zahlreichen Ländern zum dominierenden Werkstoff geworden. Aber auch in der Haustechnik und im industriellen Rohrleitungsbau werden die Vorteile dieses Werkstoffs genutzt.
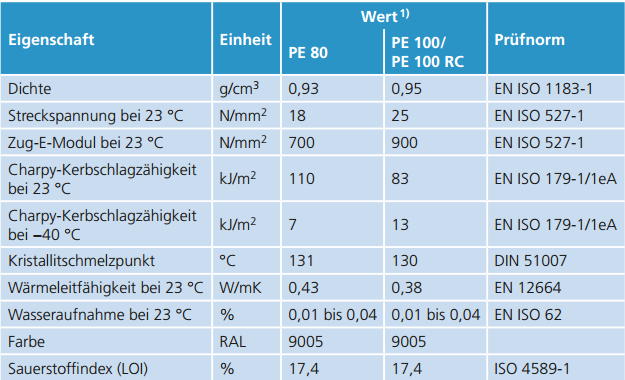
1 Typische, am Werkstoff gemessene Kennwerte, sollten nicht für Berechnungen verwendet werden.
Alternative, grabenlose Verlegeverfahren wie Relining, Grabenfräsen und Spülbohrungen, fordern neue Werkstoffe: PE 100 RC (raised crack resistance) aus modifiziertem PE 100 weist einen höheren Widerstand gegenüber langsamem Rissfortschritt und Spannungsrissen auf. Der Vorteil des Werkstoffes PE 100 RC ist, dass Kerben und Riefen am Rohr langfristig weniger Einfluss auf die Lebensdauer haben. Daher findet dieser Werkstoff oft Anwendung bei grabenloser Verlegung.
Eigenschaften und Vorteile von PE-Rohrleitungssystemen
- Geringes Gewicht
- Ausgezeichnete Flexibilität während Lagerung und Verlegung sowie beständig gegen Erdbewegungen
- Gute Abriebbeständigkeit (Abrasionsbeständigkeit)
- Korrosionsbeständigkeit, keine zusätzlichen Maßnahmen erforderlich
- Hohe Schlagzähigkeit auch bei sehr niedrigen Temperaturen
- Gute chemische Beständigkeit
- Glatte Rohroberfläche, dadurch erhöhter Durchfluss, weniger Inkrustationen und geringere Energiekosten
- Geeignet für grabenlose Verlegetechniken
UV- und Witterungsbeständigkeit
Schwarzes Polyethylen ist aufgrund des verwendeten schwarzen Pigments sehr witterungsbeständig. Auch längere Einwirkung von Sonnenstrahlung, Wind und Regen beeinflussen die Werkstoffeigenschaften im Betrieb nur gering.
Chemische Beständigkeit
Polyethylen zeigt eine gute Beständigkeit gegen ein breites Spektrum an Medien. Studien von unabhängigen Instituten haben gezeigt, dass die zu erwartende Lebensdauer von PE-Leitungen, auch unter extremen Bedingungen, über der von den Normen geforderten Lebensdauer liegt.
Abrasionsbeständigkeit
PE weist eine exzellente Widerstandsfähigkeit gegen abrasive Beanspruchung auf. Je nach Größe, Geometrie und Geschwindigkeit der geförderten Feststoffe, hat PE große Vorteile insbesondere gegenüber metallischen Werkstoffen. PE-Rohrleitungssysteme werden daher in zahlreichen Anwendungen zur Beförderung feststoffhaltiger Medien eingesetzt.
Elektrische Eigenschaften
Polyethylen ist, wie die meisten Thermoplaste, nicht leitend. Das bedeutet, dass in Systemen aus PE keine elektrolytische Korrosion stattfindet.
Nachhaltigkeit
Die Welt steht vor großen Herausforderungen im Energiebereich. Dazu zählen der zunehmende Energieverbrauch, die Endlichkeit der fossilen Ressourcen, die steigenden Preise für Energie und der Klimawandel. Um die Bedürfnisse nicht nur der heutigen, sondern auch der zukünftigen Generationen zu befriedigen, wird eine nachhaltige Entwicklung benötigt. Kunststoffe tragen dazu bei, diese Herausforderungen zu bewältigen.
PE-Rohrleitungssysteme befinden sich Jahre, bisweilen Jahrzehnte, bei den Kunden im Einsatz. Selbst kleinste Steigerungen der Effizienz – wie sie z. B. durch ein geeignetes Design erreicht werden – können die Umweltbilanz deutlich beeinflussen.
Bei der Entwicklung von Rohrleitungssystemen verfolgen die Hersteller daher einen gesamtheitlichen Ansatz. Nachhaltige Lösungen sind nur möglich, wenn der gesamte Lebensweg der Anwendungen und Produkte betrachtet wird.
Neben den allgemein bekannten technischen Vorteilen wie Korrosionsbeständigkeit, weisen Kunststoffe auch ökologische Vorteile auf. Durch das leichte Gewicht und die isolierende Wirkung sind Kunststoffe für eine Vielzahl von energieeffizienten Anwendungen geeignet: in Fahrzeugen, für Verpackungen, in Isolationen und für Rohrleitungssysteme.
Kunststoffe werden hauptsächlich aus Erdöl hergestellt. Etwa vier Prozent des weltweit geförderten Erdöls wird zu Kunststoff verarbeitet. Die Bestrebungen, den Verbrauch von Erdöl und anderen fossilen Brennstoffen zu reduzieren, bedeuten aber keinen Verzicht auf Kunststoff – im Gegenteil: Durch den Einsatz von Kunststoffen wird Energie gespart.
Ökobilanz von Rohren
Bild 1 zeigt eine Ökobilanz von Rohren für Haustechnik, Industrie und Versorgung. Darin werden die Umweltwirkungen von je einem Meter Rohr für die verwendeten Kunststoffe und deren wichtigste Konkurrenzwerkstoffe verglichen (für DN25, DN80, DN150 und DN400). Die Studie wurde von unabhängigen Schweizer Ökobilanzexperten erstellt und basiert auf der international führenden Ökobilanz Datenbank „Ecoinvent“.
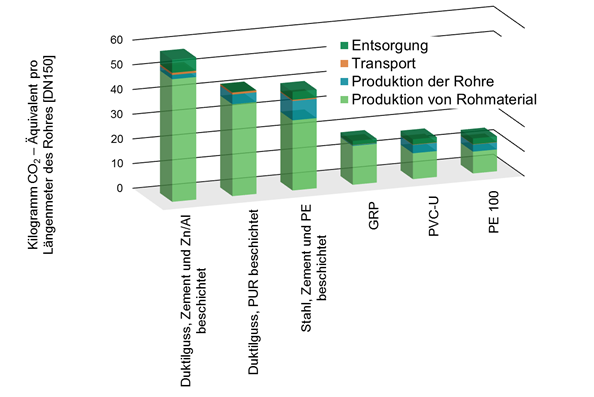
Beispielsweise ist der CO2-Fussabdruck, also die summierten Treibhausgasemissionen bei Herstellung, Transport und Entsorgung, von einem Meter PE-Rohr der Dimension DN150 rund vier Mal kleiner als bei einem Rohr aus Duktilguss (innen zementbeschichtet und außen verzinkt).
Entscheidende Faktoren für die Ökobilanz von Rohren sind die Art und Menge des verwendeten Werkstoffs. Pro Kilogramm Werkstoff weisen viele Kunststoffe und auch Kupfer und Edelstahl einen ähnlich hohen Energiebedarf auf. Niedrig legierter Stahl und Gusseisen, mit einem durchschnittlichen Anteil an Reziklaten, liegen pro Kilogramm deutlich tiefer. Bezogen auf einen Meter Rohr unterscheiden sich die Ergebnisse. Aufgrund des deutlich geringeren Gewichts schneiden Kunststoffrohre gegenüber Metallen insbesondere bei den kleinen und mittleren Dimensionen gut ab.
Kunststoffrohre aus PE weisen eine deutlich bessere Ökobilanz als Metallrohre auf. Für die weitere Verbesserung der Ökobilanz von Kunststoffrohren steht die Reduktion des Werkstoffbedarfs im Zentrum. Das gilt für die Produktentwicklung wie auch für die Anwender und Planer:
- Werkstoffbedarf weiter reduzieren
- Einsatz von Reziklaten für gering belastete Teile
- Keine Überdimensionierung bei der Planung (z. B. Durchmesser, Druckniveau, usw.)
Abweichende Designfaktoren oder eine geänderte Nutzungsdauer machen eine individuelle Berechnung notwendig. Die Eignung des Werkstoffes gegenüber dem Durchflussmedium, d. h. die chemische Widerstandsfähigkeit, kann mit Hilfe der gesondert von Herstellern bereitgestellten Liste der chemischen Beständigkeit ermittelt werden.
Druck-Temperatur-Diagramm für PE
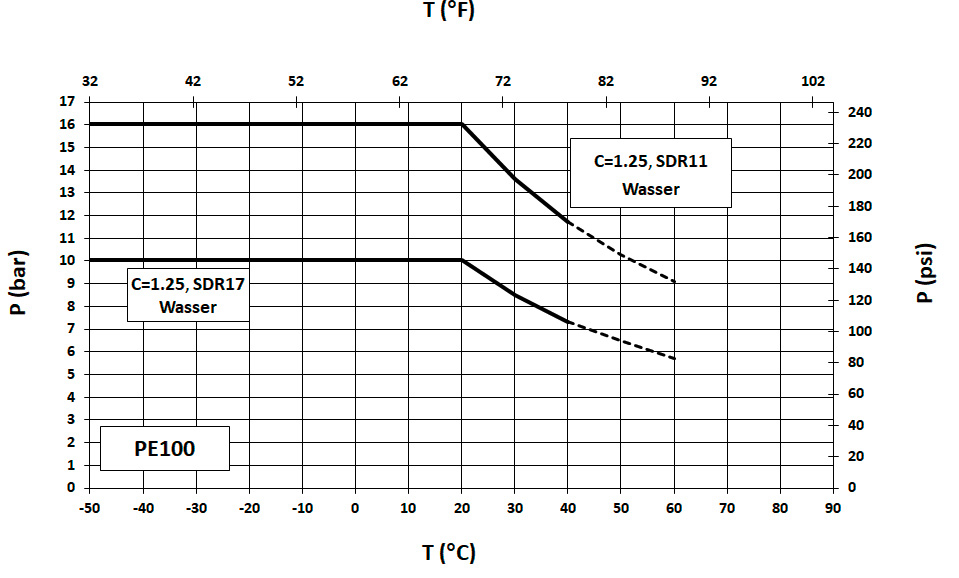
Die Auslegung eines PE-Systems erfolgt auf der Basis von durchschnittlichen Betriebsbedingungen unter Berücksichtigung der maximalen Werte. Im Gegensatz zu Metallleitungen werden PE-Leitungen mit dem Ziel einer garantierten Lebensdauer ausgelegt. Dafür sind die durchschnittlichen Betriebsbedingungen zu Grunde zu legen. Wenn z. B. eine Leitung in der wärmsten Zeit für einen Monat einer Temperatur von 40 °C ausgesetzt ist, ist dies nicht die Temperatur, die der Berechnung zugrunde gelegt wird. Ein genauerer Wert ist hier die durchschnittliche Jahrestemperatur. Somit wird die Leitung nicht überdimensioniert, sondern exakt gemäß der Bedürfnisse zugeschnitten, auf die die Betriebsbedingungen ausgelegt sind.
Zusätzliche Sicherheit geben dabei die Designfaktoren wie weiter unten beschrieben. Die Druck-Temperatur-Diagramme für PE-100-Rohre und -Fittings (Bild 2) gelten für eine Nutzungsdauer von 50 Jahren und für die Verwendung von Wasser oder wasserähnlichen Medien, d. h. Medien, die keinen Abminderungsfaktor bezüglich der Chemikalienbeständigkeit haben.
Bei kalten Nahwärmenetzen werden häufig Glykol-Wasser-Gemische verwendet. Im Vergleich zu reinem Wasser wird beispielsweise bei Glykol-Wasser-Gemischen ein Abminderungsfaktor von 1,1 in Ansatz gebracht. Durch die niedrigen ausschlaggebenden Parameter (Temperatur und Druck) ist der Werkstoff PE 100 bei Anwendungen in kalten Nahwärmenetzen auch bei Verwendung mit chemischen Trägermedien sehr gut geeignet.
Verlegung von Rohrleitungen für kalte Nahwärmenetze im Rohrgraben
Für den Bau des notwendigen Rohrgrabens und für die Verlegung der Rohre gelten die entsprechenden nationalen sowie regionalen Verlegerichtlinien und -vorschriften für erdverlegte Rohrleitungen. Der Rohrgraben ist so anzulegen, dass alle Leitungsteile in frostsicherer Tiefe verlegt werden können. Die Rohrdeckung bei kalten Nahwärmenetzen (Überdeckungshöhe h) beträgt hierbei meist 1 bis 1,8 m.
Die Grabensohle ist so herzustellen, dass die Rohrleitung gleichmäßig aufliegt. Bei felsigem oder steinigem Untergrund ist die Grabensohle tiefer auszuheben und der Aushub durch geeignetes Bodenmaterial, dessen Korngröße keine Beschädigung der Rohre verursacht, zu ersetzen.
Entscheidend für die Tragfähigkeit und den optimierten Energiegewinn aus dem Erdreich der PE-Rohre und Formstücke ist die einwandfreie Ausführung der Leitungszone. Die Leitungszone ist die Verfüllung im Bereich des PE-Rohres und besteht aus der Bettung, der Seitenverfüllung und der Abdeckzone.
Des Weiteren sind die Vorgaben aus den Normen und die Angaben der Hersteller zur Behandlung der Materialien beim Transport, der Lagerung und Verwendung auf der Baustelle zu beachten. Durch Rohre mit durchgehend farblicher Kennzeichnung ist die eindeutige Kennzeichnung für Vor- und Rücklaufleitungen bei Wärmenetzen gegeben.
Verbindungstechniken bei PE-Rohren für Anwendungen bei kalter Nahwärme
Sinnvollerweise werden beim Bau von kalten Nahwärmenetzen stoffschlüssige Verbindungen eingesetzt und dadurch überwiegend lösbare Verbindungen im Erdreich vermieden. Die im Rohrleitungsbau üblichen Verbindungsarten wie Heizelementstumpfschweißen und Heizwendelschweißen decken die Dimensionsbereiche d20 bis d1600 mm ab.
Heizelementstumpfschweißen (HS)
Beim Heizelementstumpfschweißen (HS) werden die zu verbindenden Teile (Rohre, Fittings oder Armaturen) im Schweißbereich auf Schweißtemperatur erwärmt und unter Druckanwendung ohne Verwendung von Zusatzwerkstoff verschweißt. Dabei entsteht eine homogene Verbindung. Stumpfschweißverbindungen für Druckrohrleitungen dürfen nur mit Hilfe eines Schweißgeräts hergestellt werden, mit dem eine definierte Anpresskraft aufgebracht werden kann. Beim Bau von Druckrohrleitungen dürfen nur Komponenten mit gleicher Wanddicke miteinander verschweißt werden.
Heizwendelschweißen
Beim Heizwendelschweißen werden Kunststoffrohr und Formstück mit Hilfe von Elektroschweißfittings, längskraftschlüssig und stoffschlüssig fest miteinander verbunden. Die Elektroschweißfittings sind mit integrierten Widerstandsdrähten ausgerüstet, die beim Schweißvorgang mit elektrischem Strom beaufschlagt werden.
Dadurch werden die Innenseite des Fittings und die Außenseite des Rohrs auf Schweißtemperatur erwärmt und aufgeschmolzen. Rohr und Fitting sind hinsichtlich ihrer Masse so aufeinander abgestimmt, dass sich beim Plastifizieren ein Schweißdruck aufbaut und eine homogene Verbindung entsteht. Der für die Schweißung erforderliche Fügedruck in der Kunststoffschmelze resultiert aus der Volumenvergrößerung der Schmelze und dem Fitting-Design. Die für die Schweißung benötigte Schweißenergie wird durch das Schweißgerät zugeführt. Die Schweißdatenübertragung der Fittings erfolgt durch Barcodes, die mit dem Schweißgerät eingelesen werden. Nach deren Abkühlung kommt es zu einer unlösbaren, homogenen Verbindung.
Elektroschweißübergangsmuffen und -formstücke
Der Einsatz von Elektroschweißübergangsmuffen und -formstücken erleichtert die fachgerechte Verarbeitung unter Baustellenbedingungen. Sind diese Systeme als modulares Baukastensystem aufgebaut, so lassen sich aus einer Muffe oder einem Formstück vielfältige Übergangsvarianten erstellen. Diese Flexibilität macht den Einbau einfacher und schneller und senkt Installationskosten.
Elektroschweißanbohrformteile können für eine effiziente Installation von Abgängen der Hauptleitungen eingesetzt werden. Sie stellen eine sehr zuverlässige und enorm wirtschaftliche Möglichkeit zur Installation nachträglicher Abgänge wie bei Hausanschlüssen im Nahwärmenetz dar und bieten folgende Vorteile bei der Neuinstallation:
- Variable Positionierung auf dem Hauptrohr
- Einbindung unter Betriebsdruck möglich
- Geringere Grabengröße im innerstädtischen Bereich
- Optimale Alternative zum T-Stück, da bei der Neuverlegung die Lokationen der Anschlüsse später festgelegt werden können.
Vorgefertigte Einheiten im Schachteinbau
Für Abzweigungen oder größere Anschlüsse ist es oftmals sinnvoll, Armaturen und Bauteile der MSR-Technik in Schachtbauwerken unterzubringen und diese als Einheit zur Endmontage dem Bauvorhaben anzuliefern (Bild 3).
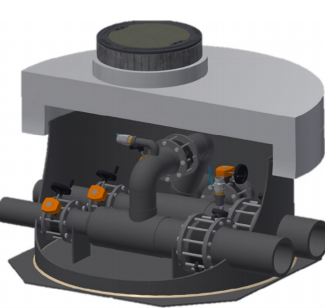
Auch sind lösbare Verbindungen an Armaturen wie Flansche oder Verschraubungen im Erdreich in kalten Netzen doppelwandig auszuführen. Ein Schachtkörper bildet hier eine revisionsfreundliche und sichere Lösung. Für die Schnittstellen der Eigentumsgrenzen mit Absperrvorrichtungen der Hausanschlüsse oder Wärmemengenzähler mit Regulierventilen können bedarfsgerechte Lösungen, beispielsweise in Schachtausführungen, vorgefertigt werden.
Dipl.-Ing. Lars Keller ist Schulungspartner und Referent für die VDI 4645 Wärmepumpenanlagen, freier Autor TGA für diverse Fachmedien und hat bereits mehrere Fachbücher veröffentlicht. Außerdem betreibt er die Homepage www.hitz-koepfe.de.
www.tga-lars-keller.de





