Wasseraufbereitung: Mit Umkehrosmose zum perfekten Brauwasser
Das System basiert auf dem Prinzip der Umkehrosmose und arbeitet vollautomatisch. Die Brauprozesse laufen seither effizienter und kostengünstiger als früher. Zudem schont das weichere Wasser die Anlagen, die dadurch deutlich weniger Reinigungs- und Wartungsaufwand benötigen.
1902 als Genossenschaft von 35 Wirten gegründet, verbindet die Österreicher Brauerei Frastanz Brautradition mit modernster Technik, und sie setzt auf Qualität, Nachhaltigkeit sowie fortschrittliche Wege zur Kundenbindung. Das schlägt sich in der Beliebtheit der Biere nieder. Gerade erst konnte die Brauerei ihren bereits zahlreichen Auszeichnungen eine weitere hinzufügen: In einer jährlich stattfindenden Umfrage wurde Frastanz zur besten Marke Vorarlbergs gekürt.

Trotz Corona-Krise, Lieferengpässen und Energiekrise steigerte Frastanz den Bierabsatz von 2020 bis 2022 mengenmäßig um 12,7 Prozent. Zuletzt waren die Kapazitäten mit einer Produktion von 50.000 Hektolitern Bier und 12.000 Hektolitern Limonaden voll ausgelastet. Für die Brauerei, die sich mit ihren Frastanzer Bieren als Premiummarke im hochpreisigen Segment bewegt, geht es dabei natürlich zum einen um konstant hohe Qualität. Doch auch Effizienzsteigerung durch Automatisierung sowie Energie- und Wassereinsparung sind wichtige Ziele.
Daher begann die Brauerei 2021 eine grundlegende Modernisierung, die auf der Technikseite fast einem Neubau gleichkommt. Sie wird in der zweiten Hälfte des Jahres 2023 abgeschlossen sein und die Kapazität auf 80.000 Hektoliter steigern.
„Für die Qualität unserer Biere hat die Qualität des Brauwassers eine enorme Bedeutung, schließlich besteht Bier zu 94 Prozent aus Wasser“, betont Anton Schels, Technischer Leiter und 1. Braumeister. Frastanz bezieht aus eigenen Brunnen Wasser mit einer Härte von 16 bis 17 °dH. Für den Brauprozess wird allerdings eine konstante Härte von 3,5 bis 3,7 °dH benötigt. Um diese Anforderung zu erfüllen, musste die Brauerei früher einen hohen Aufwand betreiben. Lange setzte sie zur Enthärtung einen Kationenaustauscher ein. Diese Anlage mit einem Rieselentgaser benötigte viel Platz und war nicht automatisiert. Zudem benötigte sie zur Regenerierung viel Salzsäure – die beschafft, gelagert und gehandhabt werden musste. „Auch das war ein gewichtiger Nachteil. Denn nicht zuletzt aus Gründen der Nachhaltigkeit wollen wir den Einsatz von Chemikalien immer weiter reduzieren“, erläutert Schels.

Wasseraufbereitung ohne Chemikalien
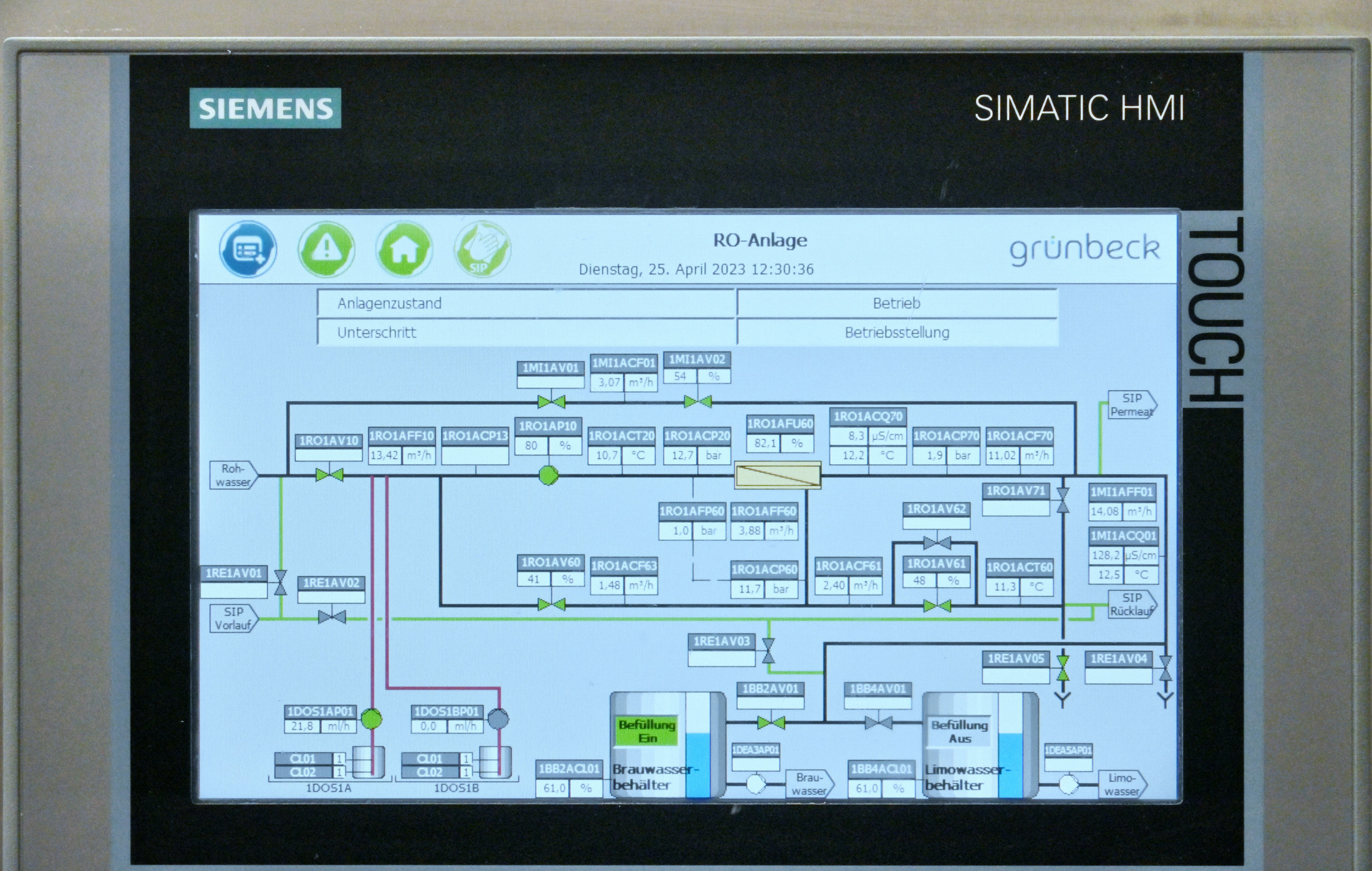
Dominik Wiedenbauer, Branchenleiter für Getränke und Lebensmittel im Hause Grünbeck erläutert: „Daher war die Umkehrosmose als physikalisches und gut zu automatisierendes Enthärtungsverfahren prädestiniert, um die alten Ionenaustauscher zu ersetzen.“ Schels und die Firmenleitung entschieden sich 2019 für ein Wasseraufbereitungssystem von Grünbeck, dessen Herzstück eine Umkehrosmoseanlage des Typs GENO-OSMO-RKF 12.500 ist.
„Überzeugt hat uns die Firma Grünbeck neben dem guten Preis-/Leistungsverhältnis vor allem durch die hohe Flexibilität und Kompetenz bei der Anlagenplanung und -konzipierung“, berichtet Schels.
Halbdurchlässige Membran trennt Härtebildner ab
Bei der Wasseraufbereitung mittels Umkehrosmose wird das Rohwasser mit einer Hochdruckpumpe durch eine halbdurchlässige Membran gepresst. Sie lässt fast nur Wassermoleküle passieren. Nach dem Durchströmen der Membran wird das Wasser als Permeat (vollentsalztes Wasser) bezeichnet und ist nahezu völlig frei von Kalk, Salzen, Schwermetallen, Partikeln sowie gelösten organischen Substanzen und sonstigen Verunreinigungen.
Auf der anderen Seite bleibt das Konzentrat mit den Härtebildnern, vor allem Calcium- und Magnesiumkationen, zurück. Um das Rohwasser optimal auszunutzen, müssen auf der Konzentratseite Härteausfällungen (Scaling) verhindert werden. Sie könnten die Poren der Membran zusetzen. Dafür wird ein sogenanntes Antiscalant zudosiert. Dabei fällt kein behandlungspflichtiges Abwasser an. Das Konzentrat darf ohne Neutralisation direkt in das Entwässerungssystem fließen.
Das Permeat, von dem die Grünbeck-Anlage in Frastanz bis zu 12,5 Kubikmeter pro Stunde erzeugt, ist mit < 0,1 °dH deutlich weicher als für ein Brauwasser nötig. Daher verschneidet es die Brauerei automatisiert mit Brunnenwasser so, dass im Ergebnis die optimale Härte von 3,5 bis 3,7 °dH erreicht wird.
Maischen und Gärung wurden wesentlich optimiert
Die neue Art der Wasseraufbereitung bringt erhebliche Vorteile. „Dadurch wurden die Maischarbeiten und Gärungsprozesse wesentlich verbessert, was auch zu einem Kostenvorteil geführt hat“, berichtet Schels. So ermöglichte die stabilere und bessere Brauwasserqualität auch die Umstellung beim Maischen vom Dekoktions- auf ein Infusionsverfahren.
Im Sudhaus ist die enzymatische Wirkung dank der Wasseraufbereitung wesentlich besser, die Gärung verläuft merklich schneller. „Im Ergebnis wurde die Würze- respektive die Bierqualität und deren Geschmacksstabilität gesteigert, so Schels.
Letztlich profitiert die Brauerei von dem enthärteten Wasser auch außerhalb des eigentlichen Brauprozesses. Denn um Brauanlagen, Gär- und Lagertanks zu schonen, verwendet Frastanz das aufbereitete Brauwasser auch als Prozesswasser in allen betrieblichen Teilbereichen. Die Einsparung allein an Reinigungschemie beziffert Anton Schels auf rund 30 Prozent. Zudem entstehen wesentlich geringere Verkalkungen an den Filtersystemen und Wärmetauschern.
Automatischer Betrieb erspart viel Arbeitsaufwand
Der Aufwand für die jetzige Wasseraufbereitungsanlage ist minimal: „Wir schauen täglich einmal kurz auf die Anlage und die Daten, die uns die Steuerung anzeigt. Das dauert fünf Minuten. Ansonsten läuft die Anlage automatisch und völlig zuverlässig“, berichtet Schels.
Im Rahmen der Brauereimodernisierung stattete Frastanz die Wasseraufbereitung zudem mit einem neuen Sanitisierungsverfahren aus. Denn mit dem Brunnenwasser können natürlich vereinzelte Keime in die Wasseraufbereitung gelangen und es gilt, diese zuverlässig zu eliminieren, sodass eine Kontamination im Brauprozess ausgeschlossen werden kann.
Zunächst wurden die Module der Umkehrosmose mit Reinigungs- und Desinfektionsmittel behandelt. Diese Vorgehensweise war ziemlich aufwendig und im Ergebnis nicht immer zufriedenstellend. Außerdem war der Personal- und Chemikalienaufwand sehr hoch!
Daher entschied Anton Schels gemeinsam mit Grünbeck, eine thermische Sanitisierungsanlage einzubinden. Grünbeck-Experte Wiedenbauer, der selbst Braumeister ist, erklärt: „Damit pumpen wir bei Frastanz einmal pro Monat ein auf etwa 80 Grad erhitztes Permeat im Kreislauf durch die Anlage.“ Der Arbeitsaufwand für das Starten und Beenden der Sanitisierung ist mit rund einer Stunde sehr niedrig. Beim früheren Reinigungsprozess fielen pro Reinigung eineinhalb Manntage an. Allein die Personalkosten summierten sich auf rund 5.000 Euro pro Jahr. Anton Schels rechnet vor: „Jetzt sparen wir zusätzlich Kosten für die Chemikalien von etwa 1.500 Euro jährlich ein.“ Und vor allem: „Wir erzielen eine hervorragende mikrobiologische Wasserqualität – das lässt einen Braumeister ruhiger schlafen.“

Kaum Produktionsausfall durch Umzug und Umrüstung
Für die thermische Sanitisierung mussten einige Anlagenteile durch hitzebeständige Ausführungen ersetzt werden. Um den Produktionsausfall möglichst gering zu halten, baute ein Team von Grünbeck die Anlage während der Verlagerung vor Ort um. Anton Schels erinnert sich noch genau: „Am 22. September 2022 haben wir mit den Arbeiten begonnen, das war ein Donnerstag. Und am Dienstag, 27. September, sind wir wieder in Betrieb gegangen. So hatten wir nur eine minimale Produktionsunterbrechung. Das hat Grünbeck optimal organisiert und minutiös geplant. Alles lief perfekt ab“, so Schels.
Damit bestätigten sich die Erfahrungen, die Schels auch früher schon mit Grünbeck gemacht hatte: „Das kundenorientierte Denken ist bei Grünbeck sehr ausgeprägt. Ich hatte in keiner Minute das Gefühl, dass man dort keine Zeit oder kein Interesse an unseren Anliegen hat – und das über alle Fachabteilungen hinweg. Das ist eine große Stärke.“






