Gewindeverbindungen: Typische Schäden vermeiden

Bei den meisten der von uns verschraubten Gewindeverbindungen handelt es sich um eine von Hause aus dichte „Verkeilung“ eines kegeligen Außengewindes mit einem zylindrischen Innengewinde.
Kegelig meint in diesem Zusammenhang, dass das Außengewinde gewissermaßen spitz zuläuft. Zylindrisch beschreibt, dass das Innengewinde absolut geradlinig verläuft.
Steckt man einen spitz zulaufenden, runden, dicken Pfropfen in einen dünneren Zylinder, ergibt sich bei gleichzeitigem Kraftaufwand irgendwann eine belastbare Dichtheit. Der kegelige Pfropfen dichtet ab, sobald dieser sich kraftschlüssig an die Wandung des hohlen Zylinders drückt.
Führt man eine solche Kegel-Zylinder-Verbindung zusätzlich noch mit einem passenden Gewinde aus, kann man die Kraft zum Hereindrücken mit diesem Gewinde erzwingen. Dafür müsste man dann allerdings auch diese beiden Innen- und Außengewinde sehr exakt herstellen.
Bei kleinen Fehlern an den Berührungsstellen zwischen Innen- und Außengewinde würde, bei den für uns üblichen Drücken bis 5 bar, ansonsten Wasser durch diese Gewindegänge wandern.
Wir verlassen uns nicht auf die Exaktheit einer solchen Gewindeanordnung, sondern füllen den Raum zwischen Innen- und Außengewinde mit einem Dichtmittel auf. Auf der Baustelle bezeichnen wir diesen Vorgang meistens als Einhanfen. Historisch wurde Hanf als Dichtmaterial für diese Zwecke genutzt und findet bis heute Verwendung. Aber auch Dichtfäden aus Teflon haben Einzug gehalten in diese Montagetechniken und bewähren sich sehr gut.
Außengewinde
Wurde das Außengewinde auf der Baustelle mittels Gewindeschneidemaschine oder Handkluppe gefertigt, hat es natürlich einen glatten Schnitt. Die Hügel und Täler des Gewindes sind scharfkantig und bieten für eine Verpackung mit Hanf oder Teflon-Band keinen ausreichenden Halt.
Aus diesem Grund wird ein solches scharfkantiges Gewinde auf den Hügeln aufgeraut. Das kann man mit einem Sägeblatt machen. Damit kratzt man längs des Rohres über das Gewinde. Kollegen rauen auch schon mal mit einer noch scharfen Zange auf. Durch Zukneifen und leichte Knickbewegungen graben sich die Zähne der Zange in die Hügel und hinterlassen eine ausreichende Verzahnung.
Hat man einen industriell gefertigten Fitting vor sich, ist diese Rauheit meistens schon werksseitig vorbereitet.
An dem Muster eines solchen Industrie-Fittings kann man sich sehr gut orientieren bezüglich der herzustellenden „Macken“ eines manuell geschnittenen Gewindes. Man muss es also nicht übertreiben mit Sägeblatt oder Zange.
Das Aufrauen gilt als Vorbereitung für jede der beiden Techniken, egal ob die Verpackung mittels Hanf oder Teflon-Band erfolgen soll. Klar, denn beide Füllmaterialien sollen sich ja nicht beim Eindrehen vorne wieder aus dem Innengewinde herausschieben. Hanf oder Teflon soll gewissermaßen an den Macken auf den Hügeln hängenbleiben und beim Eindrehen mit in die kraftschlüssige Verbindung wandern.
Hanf als Füller
Bei der Verwendung von Hanf gilt es als erste feste Regel, die Richtung beim Wickeln zu beachten. Das übliche Rechtsgewinde wird im Uhrzeigersinn umwickelt. Dann wird sich der Hanf beim Einschrauben festziehen und in die Täler des Gewindes kriechen.
Ein sehr seltenes Linksgewinde würde entsprechend gegen den Uhrzeigersinn umgarnt. Während des Wickelns wird der Hanf bereits stramm in die Täler eingelegt. Einige Hanf-Fäden, die sich auch über die Gewindehügel legen, stören nicht.
Aber ein komplettes, millimeterdickes Überwuchern der Hügel ist zu vermeiden. Ein von Hanf überwuchertes Außengewinde lässt sich nämlich nicht nur schwerer einschrauben, sondern dehnt auch das Innengewinde über das notwendige Maß hinaus. Bei einer üppigen Hanf-Bandage droht daher eine Überdehnung des Innengewindes, im schlimmsten Fall, bis zum finalen Platzen.
Ist das Gewinde hauptsächlich in den Tälern mit Hanf gefüllt, wird abschließend in Richtung der Wicklung mit einer Drahtbürste der Hanf stramm in die Gewindegänge eingebürstet.
Die Hügel sind dann teilweise zu sehen. Eine solche lückenhafte Deckung mit Hanf reicht aus, damit sich dieser dann, nach dem Einschrauben, als Dichtmaterial in die Unebenheiten zwischen Innen- und Außengewinde schmiegt. Sparsamer Umgang mit Hanf bedeutet also nicht, dass man mit dem Naturstoff aus Kostengründen geizt. Vielmehr soll die Verbindung dauerhaft und ohne Überbeanspruchung des Außengewindes abdichten.







Teflon als Füller
Die Nutzung von Teflon-Band als Dichtmaterial bedarf, wie schon beschrieben, der gleichen Vorbereitung hinsichtlich des Aufrauens. Die Dosierung des Bandes ist auf den Behältern der Hersteller aufgedruckt. Beispielsweise soll für ein zölliges Rohr mit 8 bis 12 Wicklungen gearbeitet werden.
Die Richtung des Wickelns erfolgt ebenfalls im Uhrzeigersinn. Während des Wickelns wird das Band fest eingelegt, also unter Spannung gehalten. Bei zwölf Wicklungen um ein zölliges Rohr ist noch eine Menge vom Gewinde zu sehen. Trotzdem oder besser gerade deshalb dichtet es gut ab. Es ist ja „nur“ für die Ungenauigkeiten im Gewinde eingebracht worden und füllt die winzigen Lücken.
Also, auch hier führt die Sparsamkeit im Umgang mit dem Dichtmaterial im Wesentlichen nicht zu einem wirtschaftlichen Umgang mit Teflon, sondern zu einer dauerhaft dichten Verbindung ohne Überbeanspruchung der eingesetzten Bauteile.
Typische Schäden durch zu viel Hanf
Hier soll jetzt keine Angst vor dem schlichten Vorgang des Einhanfens geschürt werden. Ein Zuviel an Hanf kann aber tatsächlich zu Schäden führen. Dabei muss es noch nicht einmal zum Reißen des Innengewindes wegen Überlastung führen. Es reicht aus, dass das Innengewinde erheblich gedehnt wird, um zeitversetzt einen Korrosionsschaden herbeizuführen.
Beispiele aus der Sachverständigen-Praxis des Autors belegen zusätzlich zu den Hinweisen aus Lehrbüchern, die Notwendigkeit, das Eindichten mit Hanf oder Teflon-Band als wichtiges Detail zu beachten und eben nicht zu übertreiben. Die Fotos von zurückliegenden Schäden zeigen, wie sich gutgemeintes, üppiges Umwickeln mit Hanf negativ auswirken kann.
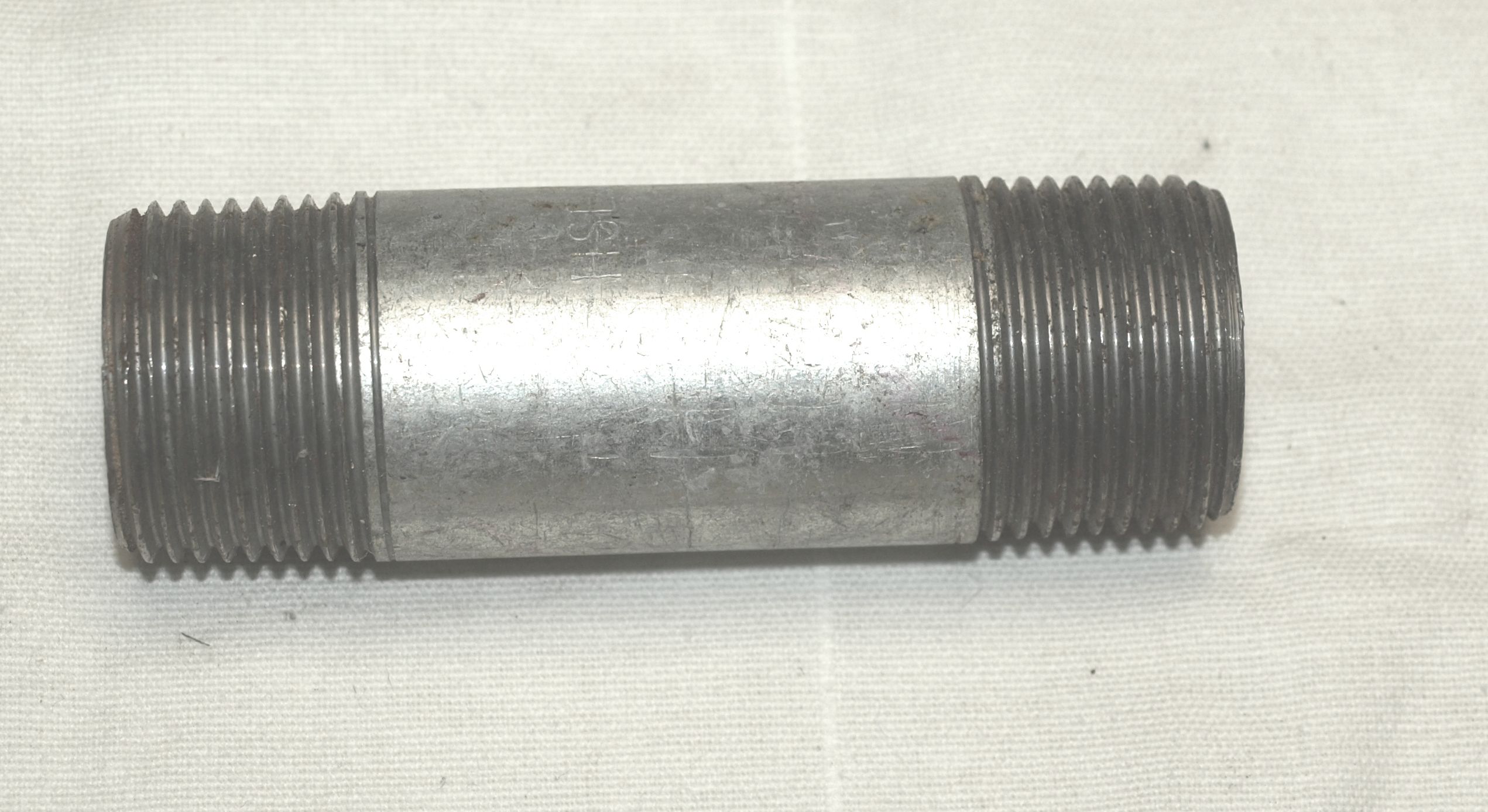
Im ersten Schadensbild sieht man zwei Hahnverlängerungen exakt gleicher Bauart. Das eine Bauteil (oben) war niemals eingebaut und ist gewissermaßen frisch aus der Fertigung. Das andere Bauteil (unten) befand sich in einer undichten Installation.
Es weist eine Aufweitung auf, die als leicht konisch bezeichnet werden kann. Schraubt man in beide Verlängerungen jeweils ein zölliges Stück Rohr, so lässt sich die Dehnung der Hahnverlängerung durch ein deutliches Wackeln im Gewinde, sogenanntes Spiel, spüren.
In der Konsequenz war ein Stück Stahlrohr als Stutzen eines Trinkwassererwärmers seinerzeit durchgerostet. Die Hahnverlängerung war nicht gerissen, hatte aber durch Überdehnung einen Korrosionsvorgang am Stahlrohr begünstigt.
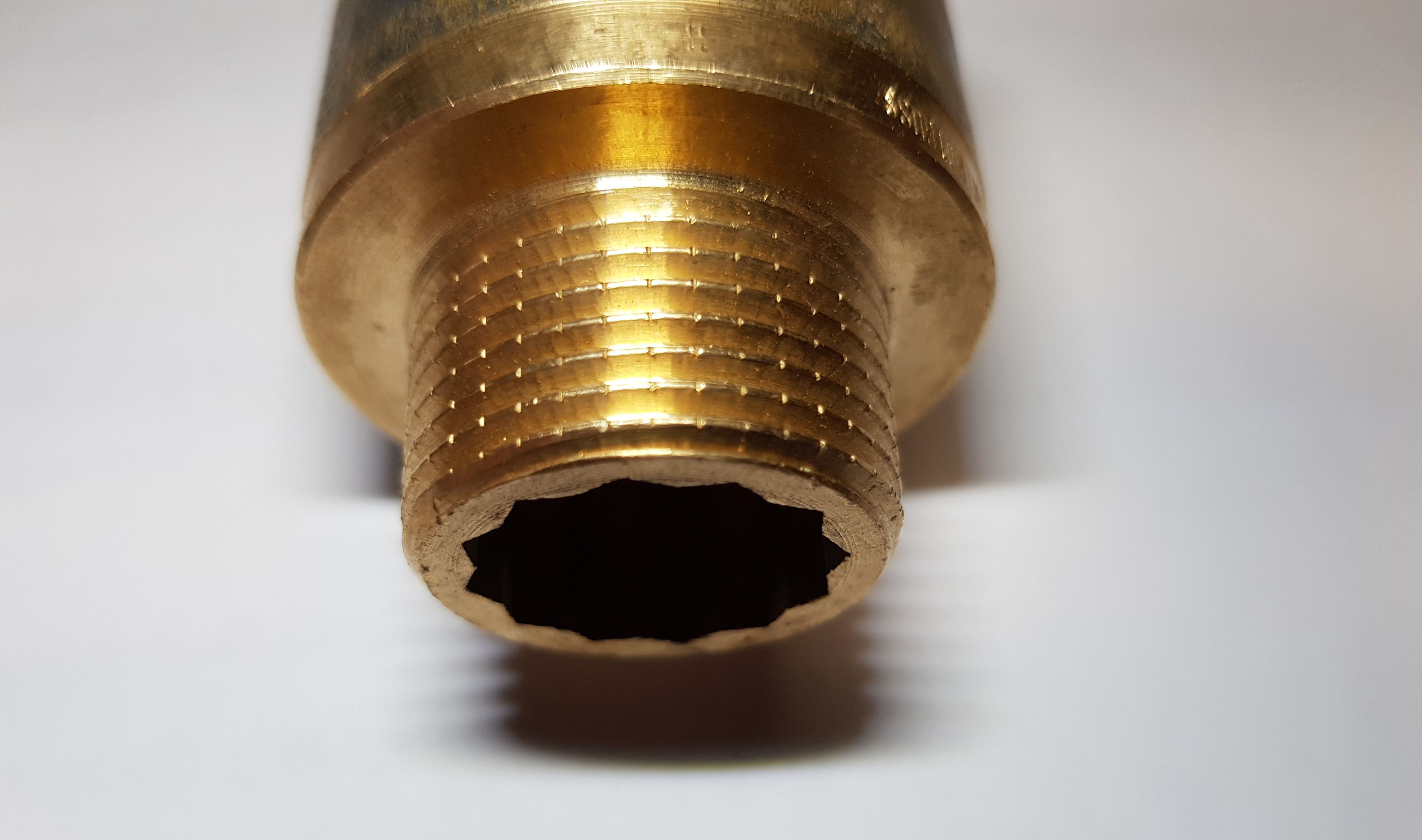
Der gleiche Vorgang hat an den beiden anderen Schadensbildern zur Korrosion beigetragen. Ein T-Stück aus Rotguss war auf den zölligen Anschluss eines Trinkwassererwärmers aufgeschraubt worden. Dieser Anschluss war zu dick mit Hanf umwickelt und hatte ebenfalls zur Dehnung des Außengewindes im T-Stück beigetragen. Das hatte zur Korrosion geführt. Der stählerne Nippel war von innen nach außen korrodiert.



Viel hilft nicht viel!
Die erprobten Gewindeverbindungen halten millionenfach das, was sie versprechen, wenn diese sorgfältig ausgeführt sind. Entweder maßvoll mit Hanf und Dichtpaste oder mit Teflon-Band nach Herstellervorgabe sind Gewindeverbindungen zuverlässig dicht. Ach ja: „Nach Fest kommt Ab.“ Man kann durch übermäßig festes Anziehen einer Gewindeverbindung natürlich auch eine Überdehnung oder ein Reißen des Innengewindes hervorrufen. Maßvoller Umgang mit Kraft und Drehmoment ist ebenfalls wichtig.
Dieser Artikel von Elmar Held ist zuerst erschienen in SBZm 10/2018.
Dieser Artikel ist zuerst in SBZ Monteur erschienen. Um ein kostenloses Probeheft zu bestellen, klicken Sie hier.
Das Fachportal für die Gebäudetechnik

Tipps vom Gutachter: Wie Sie typische Fehler bei der Presstechnik vermeiden

TRGI überarbeitet: Das sind die neuen Regeln für Gasinstallationen

Wie funktioniert eigentlich die Strömung von Wasser?

Mischen impossible: Mit Druckminderern unerwünschte Wechselbäder vermeiden

Probleme in der Trinkwasserinstallation: Druckstöße durch Einhebelmischer
